
|
|
|
Главная Высокочастотная термическая обработка [0] [1] [2] [3] [4] [ 5 ] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] стали, легированной карбидообразующими элементами, большую роль играет второй период (пауза-выдержка), который может быть искусственно затянут путем использования специальной автоматики в схеме индукционного нагревателя или с помощью термостатов, куда нагретое изделие помещается после достижения заданной температуры. Тогда уровень максимальной температуры нагрева может быть снижен. Это позволяет добиться достаточной полноты растворения эвтектоидных и вторичных легированных карбидов без опасения перегрева и получения недопустимой степени игольчатости мартенсита. Влияние легирующих элементов при сквозном нагреве менее значительно. Однако при выборе режима сквозного нагрева сталей, легированных карбидообразующими элементами, необходимо учитывать особенности фазовых превращений при ускоренном нагреве; в ряде случаев главным фактором, обусловливающим ограничение скорости нагрева этих сталей, являются не тепловые процессы, а необходимость обеспечения полноты растворения избыточных фаз. 1.5. ОХЛАЖДЕНИЕ И СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ ПРИ ОХЛАЖДЕНИИ Высокочастотная термическая обработка существенно отличается от обычной термической обработки с нагревом в печах не только по скорости и температуре нагрева, но также по методу и скорости охлаждения. Эти отличия особенно заметны при поверхностном и местном нагреве для закалки, когда объем охлаждаемого металла составляет часть объема всего изделия. В этих случаях охлаждение ускоряется вследствие увеличения отношения площади охлаждаемой поверхности к объему нагретого металла. Охлашдение в шидкостях и душем. Применение жидкостей позволяет резко ускорить процесс охлаждения при закалке. Основными закалочными жидкостями являются вода, водные растворы и различные масла, охлаждающая способность которых меняется в широких пределах. Скорость охлаждения зависит от типа жидкости, ее циркуляции или способа подачи, а также от размеров охлаждаемого изделия или нагретой зоны. Подробные сведения о свойствах различных охлаждающих сред имеются в литературе [11 ]. Процесс охлаждения в воде и в масле состоит из нескольких этапов или периодов. Пока температура поверхности значительно (на сотни градусов) превышает температуру кипения жидкости, на охлаждаемой поверхности создается и удерживается пленка пара (период пленочного кипения). Эта пленка замедляет процесс охлаждения. При более низких температурах пленка разрушается и охлаждение идет за счет образования пузырьков пара (период пузырькового или ядерного кипения). Поскольку пузырьковое кипение потребляет значительное количество энергии, в этом периоде скорость отвода теплоты резко 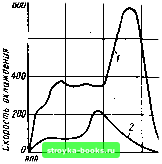 600 т 200 Температура центра обращаС Рис. 1.17. Харантеристическне кривые скоростей охлажденш методом погружения увеличивается, несмотря на значительное уменьшение разности температур. После того как температура поверхности станет ниже температуры кипения жидкости, процесс охлаждения продолжается за счет движения -- конвекции жидкости без кипения. Скорость охлаждения при этом существенно уменьшается. Для сравнения охлаждающей способности различных жидкостей часто используют характеристические кривые, показывающие зависимость скорости охлаждения какого-либо тела (чаще всего серебряного шарика диаметром 20 мм) от температуры. На рис. 1.17 приведены подобные кривые для охлаждения погружением в воду (кривая У) и в масло (кривая 2). Эти кривые позволяют приближенно сравнить различные жидкости, но этого, к сожалению, недостаточно для определения скоростей охлаждения в закаливаемых стальных деталях. Такие скорости могут быть определены только экспериментально или путем сложных приближенных расчетов. Охлаждение в жидкостях методом погружения при высокочастотной поверхностной закалке применяется сравнительно редко. При поверхностном нагреве неизбежно быстрое распространение теплоты от нагретого слоя к сердцевине в период переноса изделия из индуктора к закалочной ванне. При малой глубине нагретого слоя или значительном времени переноса вследствие высокой теплопроводности стали температура поверхности может оказаться ниже закалочной, что приведет к резкому снижению, твердости. Особенно трудно осуществить охлаждение погружением при непрерывно-последовательной закалке. Тем не менее в отдельных случаях применение закалки методом погружения можно рекомендовать. В частности, такое охлаждение может оказаться целесообразным при использовании масла, а также при местной сквозной закалке. Наиболее удобным способом охлаждения при высокочастотной поверхностной и сквозной закалке является охлаждение водяным душем. Первоначальной причиной использовани]я душа было стремление к сокращению разрыва во времени между окончанием нагрева и началом охлаждения. При одновременной закалке душ позволяет производить охлаждение на месте без переноса в закалочный бак, вследствие чего охлаждение можно начинать сразу после завершения нагрева. При непрерывно-последовательной закалке применение душа позволяет обеспечивать равномерность охлаждения всей закаливаемой поверхности. Практика использования душевого охлаждения при высокочастотной за- калке показала, что этот вид охлаждения имеет и другие весьма существенные преимущества. Правильно сконструированный душ охлаждает гораздо быстрее и равномернее, чем та же жидкость при закалке погружением, разрушает и смывает окалину и загрязнения, препятствующие нормальному охлаждению. Очень сильное увеличение интенсивности охлаждения при использовании душа по сравнению с охлаждением погружением связано, по всей вероятности, е воздействием на паровую пленку. Несмотря на резкое повышен-ие скорости охлаждения при закалке душем, увеличения склонности к образованию трещин не наблюдается, поскольку трещины возникают, как правило, не от слишком резкого охлаждения, а от неравномерности охлаждения. В работе [10] показано, что образование трещин характерно для некоторых промежуточных скоростей охлаждения душем, при которых создаются условия локального скопления паров воды, что не обеспечивает равномерного охлаждения: при более низких скоростях охлаждения (масло) и очень больших скоростях охлаждения душем трещины почти не возникают. При интенсивном душевом охлаждении наблюдаются более равномерное распределение напряжений и уменьшение деформации. Интенсивность душевого охлаждения зависит от нескольких факторов: расхода воды, давления, скорости струй в момент их попадания на поверхность, диаметра и частоты расположения отверстий, условий отвода охлаждающей воды. Поэтому оценка интенсивности душа по одной из перечисленных характеристик, в частности по давлению или расходу воды, может рассматриваться только как некоторое приближение. Опыты по нзуче}1ию душевсчо охлаждения были поставлены во ВНИИ ТВЧ [22, 23]. Проводилось сравнение охлаждения погружением в воду и водяным душем различной интенсивности при изменении диаметра и расположения отверстий. Для изучения интенсивности душевого охлаждения была применена медная пластина толщиной 1 мм, встроенная в специальную державку. Пластина нагревалась в иечи до заданной температуры и охлаждалась с одной стороны душем или погружением в жидкость. Температура образца записывалась на шлейфном осциллографе при иомопц! нихромконстантаноЕой термопары диаметром 0,1 мм, приваренной к неохлаждаемой поверхности образца. Обработка осциллограмм обеспечивала точность замера температуры 2-3% от измеренной величины. Несмотря на небольшую толщину пластин и высокую теплопроводность меди, разность температур охлаждаемой и неохлаждаемой поверхностей медной пластины существенна. Так, при очень большом для обычного охлаждения погружением в жидкость значении коэффициента теплоотдачи а = 10* Вт/(м-Т,) максимальная разность температур в верхнем интервале составляет 10-15 °С/мм. При очень высоких значениях, характерных для душа, например при а = 6-10* Вт/(м-°С), в верхнем интервале температур эта разность составляет 50- 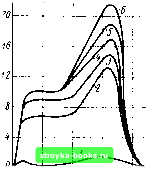 35 30 25 W i5 900 700 500 300 100 Рис. 1.18. Характеристические кривые для скоростей охлаждения погружением в воду (кривая /) и водяным душем (кривые 2-6) при различных давлениях: - 0,2 кПа; 3 - 0,3 кПа; 4 -0,4 кПа; S - 0,5 кПа; 6 0,75 кПа 600 т 200 г,с Рис. 1.19. Зависимость коэффициентов теплоотдачи от температуры поверхности медной пластины толщиной 1 мм, охлаждаемой водой: / - очень сильный душ; 2 - сильный душ; 3 - погружением 70 °С/мм. Более высокие значения коэффициента теплоотдачи получены в ннтерцале 300- 200 °С, при этом разность температур оказывается около 10;) °С/мм. На основании экспериментальных кривых охлаждения д.>я внутренней неохлаждаемой поверхности строились расчетным путем кривые охлаждения для наружной поверхности. Соответствующие кривые зависимости скорости охла-ждени-я медной пластины толщиной 1 мм от температуры поверхности, полученные при охлаждении погружением в воду и интенсивным водяным душем, приведены на рис. 1.18. Как видно из графиков, применение душа приводит к резкому ускорению охлаждения во всех температурных интервалах. Душ, по-видимому, сильно деформирует и сжимает паровую пленку, но Не уничтожает ее полностью, поэтому на кривых образуется площадкав интервале температур поверхности 800- 600 °С. Максимум скорости охлаждения в интервале температур 250-150 °С связан, как и при охлаждении погружением, с разрушением паровой пленки и весьма интенсивным пузырьковым кипением. При увеличении давления и, следовательно, количества подаваемой воды форма кривой почти не изменяется, но абсолютные значения скорости охлаждения возрастают. Скорость охлаждения медной пластины при максимальном из опробованных давлении 0,75 МПа, соответствующем подаче воды 1 м/(с-м), в период пленочного кипения достигает 10 ООО °С/с, а в период пузырькового кипения - 20 ООО °С/с. Из данных для скоростей охлаждения путем расчета можно получить кривые зависимости коэффициентов теплоотдачи от температуры охлаждаемой поверхности (рис. 1.19). Значения а, полученные при охлаждении водяным душем, оказываются исключительно высокими и достигают 6-10* Вт/(м* X X °С) в период пленочного кипения и 35-10* Вт/(м*.°С) в период ядерного кипения. Среднее по температуре или так называемое эф)фективное значение коэффициента теплоотдачи достигает примерно 10.10* Вт/(м*.°С). Все эти значения примерно в 10 раз больше значений коэффициентов теплоотдачи, определенных для хорошо циркулирующей воды при охлаждении методом погружения. Весьма высокие коэффициенты теплоотдачи приводят к получению совершенно необычных значений для плотности теплового потока. В период пленочного кипения при аэкв = 6,0-10* Вт/(м х X °С) и температуре поверхности 800-1000 °С плотность теплового потока достигает 5-6 кВт/см*, а в период пузырькового кипения при аэкв = 35-10* Вт/(м*-°С) и температуре поверхности 220 °С - даже 7 кВт/см*. Столь же эффективным оказывается применение масляного душа [11]. При одностороннем охлаждении масляным душем медной пластины толщиной 1 мм скорость охлаждения в интервале 800-500 °С достигает 2000-3000 °С/с, в то время как при охлаждении погружением в масло максимальная скорость охлаждения наблюдается в интервале 500-400 °С и равна всего 250 °С/с (рис. 1.20). Коэффициент теплоотдачи при охлаждении масляным душем достигает максимума в интервале температур 600-500 °С, где он равен (1,7ч-2,0) 10* Вт/(м2-°С) (рис. 1.21). Повышение температуры воды и некоторые примеси могут несколько уменьшить интенсивность душевого охлаждения. Однако роль этих факторов значительно меньше, чем при охлаждении погружением. Интенсивность душевого охлаждения наиболее удобно регулировать путем изменения количества поставляемой воды или масла за счет изменения давления. Расчеты показывают, что увеличение интенсивности охлаждения за счет душа оказывается весьма полезным и при сквозном высокочастотном или печном нагреве, особенно при закалке слабо прокаливающихся, в частности низкоуглеродистых сталей. Применение душа приводит к значительному увеличению скоростей охлаждения изделий сравнительно небольшого размера, а также поверхностных зон изделий большого сечения. Рассмотрим некоторые результаты тепловых расчетов. Для длинного стального цилиндра диаметром 10 мм скорость охлаждения в интервале 850-430 °С в осевой зоне при переходе от охлаждения погружением в циркулирующую воду к охлаждению интенсивным водяным душем увеличивается более чем в 2 раза - от 220 до 500 °С/с, а при переходе от охлаждения 2400 800 О т 700 500 300 100 t;c Рис. 1.20. Хараитеристиче-ские кривые для скорости охлаждения масляным душем при различных давлениях: / - 0,2 кПа; 2 - 0,3 кПа: 3 - 0,4 кПа; 4 - 0,5 кПа (И. В. Зи-мва) Рис. 1.21. Зависимость коэффициента теплоотдачи от температуры поверхности при охлаждении маслом: / - очень сильным душем; 2 - сильным душем; 3 - погружением 0(-fO~*,Bm/(M°C) 800 600 т mty в циркулирующем масле к охлаждению масляным душем в 5 раз - от 60 до 300 °С/с. При этом скорость охлаждения масляным душем оказывается выше, чем при охлаждении в циркулирующей воде погружением. Для стального цилиндра диаметром 20 мм скорость охлаждения в осевой зоне в том же интервале температур возрастает при переходе от охлаждения погружением в циркулирующую воду к охлаждению сильным душем - от 75 до 130°С/с, а при переходе от охлаждения погружением в циркулирующее масло к масляному душу - от 25 до 100 °С/с, т. е. в 4 раза. Эффективность водяного душа особенно заметна в зонах, расположенных вблизи от поверхности. В частности, для зоны на глубине 2 мм от поверхности в длинном цилиндре диаметром 20 мм скорость охлаждения в интервале температур 870-445 °С составляет 150 "С/с при охлаждении .погружением в циркулирующую воду и 650 "С/с при охлаждении интенсивным водяным душем. Для зоны на глубине 4 мм от поверхности в цилиндре диаметром 20 мм при охлаждении погружением в воду скорость охлаждения составляет 100 °С/с, а при охлаждении интенсивным водяным душем - 250 °С/с. Для зоны на глубине 4 мм от поверхности в цилиндре диаметром 40 мм скорость охлаждения увеличивается от 60 °С/с при охлаждении погружением в воду до 180°С/с при охлаждении интенсивным душем. Расчетная скорость охлаждения самой поверхности прЬ использовании водяного душа настолько велика (примерно 20 ООО °С/с), что первый период охлаждения практически близок [0] [1] [2] [3] [4] [ 5 ] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.0009 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||