
|
|
|
Главная Сварка [0] [1] [ 2 ] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] защищающие жидкий металл от вредного влияния кислорода и азота окружающего воздуха, а также удаляющие окислы из металла шва. Материал покрытия электрода используют для легирования металла шва нужными элементами. Этот способ сварки нашел наиболее широкое применение. При сварке неплавящимся угольным электродом (способ Н. Н. Бенардоса) (рис. 3,6) используют угольный электрод /. Заполнение иша 2 производится металлом проволоки 3, расплавляющейся в сварочной дуге 4, горящей между  Рис. 3. Ручная дуговая сварка: а - плавящимся металлическим электродом, б - неплавящимся угольным электродом угольным электродом и свариваемым металлом. Этот способ применяют реже, так как он менее удобен, требует использования постоянного тока для сварки и при сварке стали дает наплавленный металл с более низкими механическими свойствами, чем прн сварке стальными электродами с покрытиями. Автоматическая и полуавтоматическая сварка под флюсом (рис. 4). Эти способы разработаны Институтом электросварки имени Е. О. Патона. Дальнейшее широкое развитие и внедрение они получили в результате работ многих научно-исследовательских институтов, лабораторий и заводов. Электрическая дуга образуется между плавящимся металлическим электродом (проволокой) и свариваемым металлом. Горение дуги и плавление А1сталла происходит под флюсом. Вследствие этого сильно уменьшены потери тепла в окружающую среду, расплавленный металл хорошо защищен от вредного влияния кислорода и азота воздуха, а из жидкого металла шва удаляются окислы, которые вступают в химическое взаимодействие с элементами флюса. сжиженного газа. Для сжатия свариваемых частей используют роликовые механизмы с пневматическим или гидравлическим усилием. Сварка трением предложена впервые в СССР в 1956 г. Нагрев осуществляется за счет тепла, выделяющегося при трении друг о друга свариваемых поверхностей деталей. Сварка происходит при последующем сдавливании деталей. Для зажима, вращения и сжатия свариваемых деталей применяют специальные станки. Этим способом сваривают сверла, торцовые фрезы и другой подобный инструмент, а также различные детали круглого сечения из стали, чугуна, латуни, меди и алюминия. Сваркой трением могут соединяться также разнородные металлы: легированная сталь с низкоуглеродистой, латунь и бронза со сталью, медь с алюминием и др. Промежуточное положение между сваркой давлением и сваркой плавлением занимает термитная сварка (рис. 2,е). Над местом соединения стержней 3 помещают тигель / с термитом 2 - смесью алюминия и окиси железа; эту смесь поджигают с помощью запального порошка. Вокруг стыка ставят огнеупорную форму 4. Перегретое расплавленное железо, образующееся при реакции сгорания термита, стекает в стык и расплавляет концы свариваемых стержней, которые затем сжимают внешним усилием специального пресса. Способ применяют для сварки стыков трамвайных рельсов и стержней большого сечения (валов и других деталей). Сварка плавлением осуществляется нагреванием металла в месте сварки до расплавленного (жидкого) состояния без применения давления, с добавлением или без добавления присадочного расплавленного металла. Наибольшее применение нашли следующие способы сварки плавлением. Дуговая сварка (рис. 5). Электрическпй ток подводится к свариваемому металлу и электрододержателю, в котором зажат электрод. При небольшом расстоянии между электродом и металлом образуется электрическая дуга, расплавляющая свариваемый металл и конец электрода. При сварке плавящимся металлическим электродом (способ Н. Г. Славянова) (рис. 3,а) электрод / плавится и образует жидкий металл, заполняющий зазор между свариваемыми листами 2 и 3. Для улучшения качества наплавляемого металла электрод снабжают специальным покрытием, которое также расплавляется, образуя шлаки, Divued bv Rmnan Efimov htto: www.farleD.njet/~roman При автоматической сварке (рис. 4) подача проволоки в дугу / и перемещение ее вдоль шва производится автоматически сварочной головкой 3. Проволока подается механизмом головки из бухты 4. Флюс 2 подается к месту сварки из бункера 5. Остатки флюса отсасываются со шва в бункер 5 по шлангу 6. При этом способе достигается высокая производительность сварки и хорошее качество шва. Данный способ нашел широкое применение при сварке сосудов, котлов, резервуаров, мостов, строительных конструкций и других крупных и ответственных (высокой надежности) изделий. Нарис. 5 дана схема полуавтоматической сварки под флюсом. Сварочная проволока подается механизмом 4 в держатель 6 из кассеты 3 по гибкому шлангу 5. Ток к проволоке подводится через контактные губки держателя от сварочного транс-фзорматора / через распределительный ящик 2 по проводам, расположенным в оболочке шланга 5. Мелкий флюс периодически насыпается в воронку 7 н оттуда поступает в сварочную ванну. Сварщик ведет электрододержатель вдоль шва, осуществляя сварку. 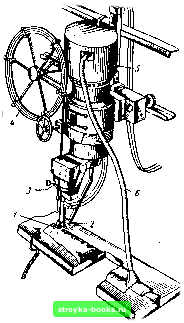 «источнику Рис. 4. Автоматическая дуговая сварка под флюсом  Рис. 5. Схема полуавтоматической установки для дуговой сварки под флюсом 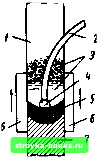 Полуавтоматическая сварка тонкой проволокой (диаметром 1,2-2 пм) нашла широкое применение при гыпол-нении коротких п1вов небольшого сечения, при толщ:не свариваемой стали 3-6 мм, например в судостроении, вагоностроении и других отраслях транспортного машиностроения, а также при изготовлении строительных конструкций. Под флюсом можно производить сварку не только сплошным швом, но и электрозаклепками, располагая их в ряд через заданные промежутки. Сварку электрозаклепками производят внахлестку, прожигая насквозь верхний лист дугой с помощью специального держателя, напоминающего пистолет (так называемого электрозаклепочника). Применяют также установки для автоматической многоточечной сварки под флюсом, последовательно производящие постановку заклепок по заданной линии шва. При полуавтоматической и автоматической сварке и наплавке применяется также порошковая проволока, представляющая собой трубку, свернутую нз тонкой стальной ленты и заполненную внутри порошкообразным флюсом. Сварка порошковой проволокой может производиться также в защитной атмосфере углекислого газа (см. ниже). Для наплавки применяют также ленточную порошковую проволоку, имеющую сечение в форме прямоугольника. Электрошлаковая сварка (рис. 6) является современным способом сварки металлов значительной толщины (до 1000 мм и более), разработанным Институтом электросварки имени Е. О. Патона. Свариваемые листы / располагают вертикально с достаточным зазором между кромками В зону сварки автоматически подается сварочная проволока 2 (или стальные стержни) и флюс 3. Дуга 4 между проволокой и металлом горит только в начале процесса. В дальнейшем при достаточном слое жидкого флюса 5 дуга гаснет и ток проходит только через расплавленный флюс. Тепло, выделяющееся при прохождении тока через флюс, расплавляет флюс, проволоку и кромки свариваемого металла. Сварочная головка специальным механизмом перемещается по свариваемым листам снизу вверх вместе с ползунами - крисгаллизаторамн 6, изготовленны- Схема Рис. 6. электрошлаковой сварки 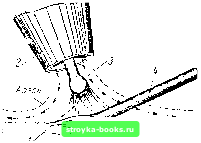 ми из меди и охлаждаемыми водой, циркулирующей в их каналах. Ползуны формуют металл шва 7. Электрошлаковым способом сваривают толстостенные барабаны котлов высокого давления, валы гидравлических турбин, станины прокатных станов и мощных прессов, а также другие крупные детали. Прежде такие детали изготовляли из отливок или поковок, что требовало большой затраты труда на отливку, ковку и механическую обработку. На основе процесса электрошлаковой сварки Институтом электросварки им. Е. О. Патона разработан и внедрен новый процесс так называемого электрошлакового переплава, который широко применяется в металлургической промышленности для получения сталей высокой чистоты. Здесь мы имеем очень яркий пример того, как достижения ученых-сварщиков приводят к техническому прогрессу в другой, смежной отрасли техники - металлургии. Дуговая сварка в защитных газах. Сварка в защитных газах является одним из наиболее передовых процессов и в настоящее время широко используется в промышленности. Для защиты расплавленного металла от окисления кислородом воздуха применяют аргон, гелий, азот, углекислый газ, что способствует получению наплавленного металла с высокими механическими свойствами. Защитный газ подводят (рис. 7) к сварочной дуге / по мундштуку 2, в который вставлен электрод 3. При использовании неплавящегося (вольфрамового или угольного) электрода в дугу для заполнения шва вводят присадочную проволоку 4. Если применяют плавящийся электрод пз проволоки того же металла, что и свариваемый (например, при сварке стали, алюминия и его сплавов), то присадочной проволоки не требуется. Аргоно-дуговую сварку применяют при изготовлении тонкостенных конструкций или труб из нержавеющей стали; этим способом осуществляют сварку магниевых и алюминиевых сплавов, титана, циркония и других металлов. Рис. 7. Дуговая сварка в защитном газе неплавящимся электродом Применяют также сварку вольфрамовым электродом с комбинированной газовой защитой - внутренний слой, защищающий электрод и дугу,--из аргона, а наружный слой, защищающий ванну, - из углекислого газа. Это снижает на 75% расход аргона, заменяемого более дешевым углекислым газом, и удешевляет сварку. Для сварки углеродистых и легированных сталей в качестве защитного газа применяют углекислый газ (СОг). В зоне дуги углекислый газ разлагается на окись углерода (СО) и атомарный кислород (О). Окись углерода в свою очередь расщепляется (диссоциирует) на углерод и атомарный кислород. При этом в зоне сварки протекают реакции окисления железа Fe -f- СО2 FeO -f СО Fe -Ь О FeO и восстановления железа углеродом (С), кремнием (Si) и марганцем (Мп) FeO + C-:;Fe + CO 2FeO -f Si 2Fe + SiOa FeO-Ь Mn Fe-Ь MnO Для связывания свободного атомарного кислорода и восстановления окислов железа при сварке в углекислом газе применяют электродную проволоку, содержащую повышенное количество марганца (до 0,8-2,1%) и кремния (до 0,6-1,2%). Образующиеся при сварке окислы марганца и кремния переходят из металла шва в шлаки. Схема установки для сварки в углекислом газе дана на рис. 8. Сварка в защитных газах высокопроизводительна, легко поддается механизации и автоматизации, обеспечивает получение высококачественных сварных соединений. . Специальные способы сварки. В различных производствах находят применение также специальные способы сварки. Сварка токами высокой частоты (индукционная). Этим способом сваривают продольные швы труб в процессе их изготовления и наплавляют твердыми сплавами режущий инструмент. Кромки тонкостенной трубы, заформованной в трубосварочном стане, непрерывно нагреваются высокочастотным индуктором до сварочной температуры, затем сжимаются и при этом свариваются. Для сварки труб из низко- и среднеуглеродистой стали применяют ток часто- [0] [1] [ 2 ] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0016 |