
|
|
|
Главная Классификация радиоэлектронной аппаратуры [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [ 48 ] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] Величина утолщения (рис. 7-11, б) находится из соотнощений: 1,12 1,08 1.06 1,05 При необходимости утолщение можно устранить механической обработкой. Неправильно Правильно -<> -О -ф- <> -ф- <>- Рис. 7-9. Варианты выбора базы при простановке размеров штампуемых отверстий При гибке на ребро (рис. 7-11, в) минимальный радиус для алюминия, мягкой стали и латуни принимается Ri 2,5 В. При гибке труб (рис. 7-11, г) с наружным диаметром до 20 мм минимальный радиус для алюминия и стали принимается метров. На величину минималь- 1,5D, для титана - не менее трех диа-   ного радиуса гибки трубы влияет отношение наружного диаметра к толщине стенки D/s. С увеличением отношения D/s минимальный радиус увеличивается. При гибке П-образных деталей минимальный размер прямого участка отогнутой полки должен быть /тш 2s Рис. 7-10. Деформация волокон в результате гибки: (рис. 7-12). Минимальная длина слева - напряжения вдоль линии гибки, справа - изгибаемого участка должна поперек линии гибки при узкой полосе быть L„,„ + S. Для кизкоуглеродистой стали, отожженной латуни и алюминиевого сплава АМцП •min принимают равной двухкратной толщине материала. В местах гибки делают вырезы, которые нужны для того, чтобы отогнутая полка не выходила за пределы контура детали (рис. 7-13). Острые углы 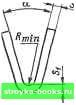 мйп.  Рис. 7-11. Примеры гибки деталей из листа (а), полосы (б, е) и трубы (г) вырезов для предотвращения концентрации в них напряжений необходимо скруглять. При конструировании деталей типа крышек, каркасов и т. п. в местах гибки в углах необходимо предусматривать технологические отверстия. В зависимости от конфигурации поверхности детали в месте гибки в развертке предусматриваются вырезы соответствующей формы (см. рис. 7-13). в случае, если при сопряжении отогнутых кромок образуется прямой угол, на внутренних углах развертки делают круглые выемки (рис. 7-13, в). Контуры и размеры вырезов в развертке, необходимые для образования тупого и сферического углов, определяются в зависимости -от заданного радиуса обвода (рис. 7-13, в, г). Приводим рекомендуемые диаметры технологических отверстий в развертке d в зависимости от толщины материала s: 1 1,5 S, мм, не более d, мм . . . . 0,6 3 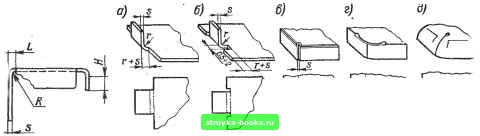 Рис. 7-12. К определе- Рис. 7-13. Формы выкроек при отгибке кромок листа: а - прямая нию соотношений ме- отгибка; б - отгибка в пределах кромки плоскости листа; в - пря-жду размерами при мой угол; г - угол, оформленный по радиусу; д - угол, оформлен-гибке П-образных де- иый по сфере талей В чертежах деталей следует показывать в развертке только те размеры, которые необходимы для представления о конфигурации детали, например, нет нужды указывать развернутую длину, которая задается технологом при составлении технологического процесса на изготовляемую деталь. Полная конфигурация развертки дается в чертеже в том случае, когда существует несколько вариантов конфигураций разверток и конструктору важно выбрать наилучщий. Нейтральная линия, по которой подсчитывается развернутая 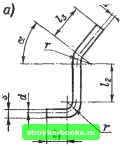 Неправильно Правильно
 Рис. 7-14. К расчету длины развертки гнутой детали (а); деталь согнута до двойной толщины (б) Рис. 7-15. Простановка размеров детали, получаемой при вырубке и гибке длина, принимаемая на расстоянии с от внутреннего радиуса гибки, равном s/3 для г 2s к s/2 для г 5s (рис. 7-14, с). При небольщой толщине материала (1-2мм)д,ля простоты подсчета расстояние до нейтрального слоя принимают равным s/2. Развернутая длина детали, согнутой до двойной толщины (рис. 7-14, б), L = k + 1 -0,4 S Для гибки по рис. 7-14, б следует применять пластичные материалы, например Ст. 10 кп, Л62М и АМцМ и т. п. Размеры детали, получаемой при вырубке и гибке, не следует задавать от поверхностей гибки (рис. 7-15). При оформлении чертежа на деталь типа скобы простановку размеров следует выполнять так, как указано на рис. 7-16 справа. Простановка размеров на левом рисунке неправильна потому,что размер В получается с большим разбросом. Допуск на размер В, который в этом случае является замыкающим размером, равен сумме допусков на размеры А, В и С. При простановке допусков на гибочные размеры необходимо учитывать точность размеров, получаемых в ,заготовке детали (рис. 7-17), а также допуск на толщину материала. В примере, приведенном на рис. 7-16, если необходимо получение более точного размера по высоте, следует задавать размер Я до внутренней поверхности детали. При конструировании РЭА широкое применение получили выдавки и отбортовки с целью придания деталям большей жесткости, увеличения поверхности теплообмена, для крепления, направления движения Неправильно Правильно 
Рис. 7-16. Простановка размеров на гнуты.х скобах И Т. Д. Выдавки прямоугольной формы применяют как опорные площадки для крепления тяжелых узлов типа трансформаторов (рис. 7-18, а). Выдавки круглой формы (рис. 7-18, б), используют как опорные поверхности для крепления амортизаторов или для утопления головок винтов (см. приложение 7). С целью придания тонкостенным листовым деталям (толщиной до 2 мм) типа кожухов, крышек и стенок дополнительной жесткости применяют ребра жесткости, или так называемые зиги (рис. 7-19). Размеры ребер жесткости и уыдавок (рис. 7-18 и 7-19) находятся в зависимости от толщины материала Размеры h R Ri R2 i" Нормальные............. 3 4 10 Б s 20 Уменьшенные ............ 2 2,5 5 4 0,5s 10 Для ребер из алюминиевых сплавов г = 1.5s. При меньшем расстоянии происходит утяжка и искажение края. Для придания жесткости в углах применяют поперечные ребра по линии гиба (рис. 7-20). Для повышения жесткости таких деталей, как каркасы, панели, косынки и т. п., применяют разбортованные отверстия различной Заготовка формы (круглые, овальные, прямоугольные (рис. 7-21). Высота отбортовки Я и радиусы округления R устанавливаются в зависимости от пластических свойств материала. Так, для материалов типа Ст.Юкп, Л62М, АМцМ рекомендуется принимать Н 4s и R S. Разбортованные отверстия применяют в тонколистовых деталях с целью утопления головок БИНТОВ с потайной головкой (рис. 7-22, а) или для нарезки Б них внутренней резьбы (рис. 7-22, б). Размеры отверстий D и d принимаются по размерам головок винтов с таким расчетом, чтобы последние не выступали над поверхностью детали. Радиусы округлений R (см. приложение 7). Разбортовка под внутреннюю резьбу применяется для резьбы М2-М5. Внутренний диаметр D соответствует внутреннему диаметру резьбы с допуском по 4-му классу точности. Минимальная высота отбортовки при нарезке резьбы в материале толщиной от 0,5 до   ЬУг допуска 7кл. В±У2 допускаВил. Рис. 7-17. Простановка допусков на гибочные размеры [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [ 48 ] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] 0.0011 |
|||||||||||||||||||||||||||||||||||||||||